半轴平衡机作为旋转机械动平衡检测的重要设备,其驱动系统的稳定性直接影响测量精度。本文将针对半轴平衡机驱动系统的平衡检测与调试方法进行系统阐述,重点分析实际操作中的关键技术要点。
一、驱动系统平衡检测原理
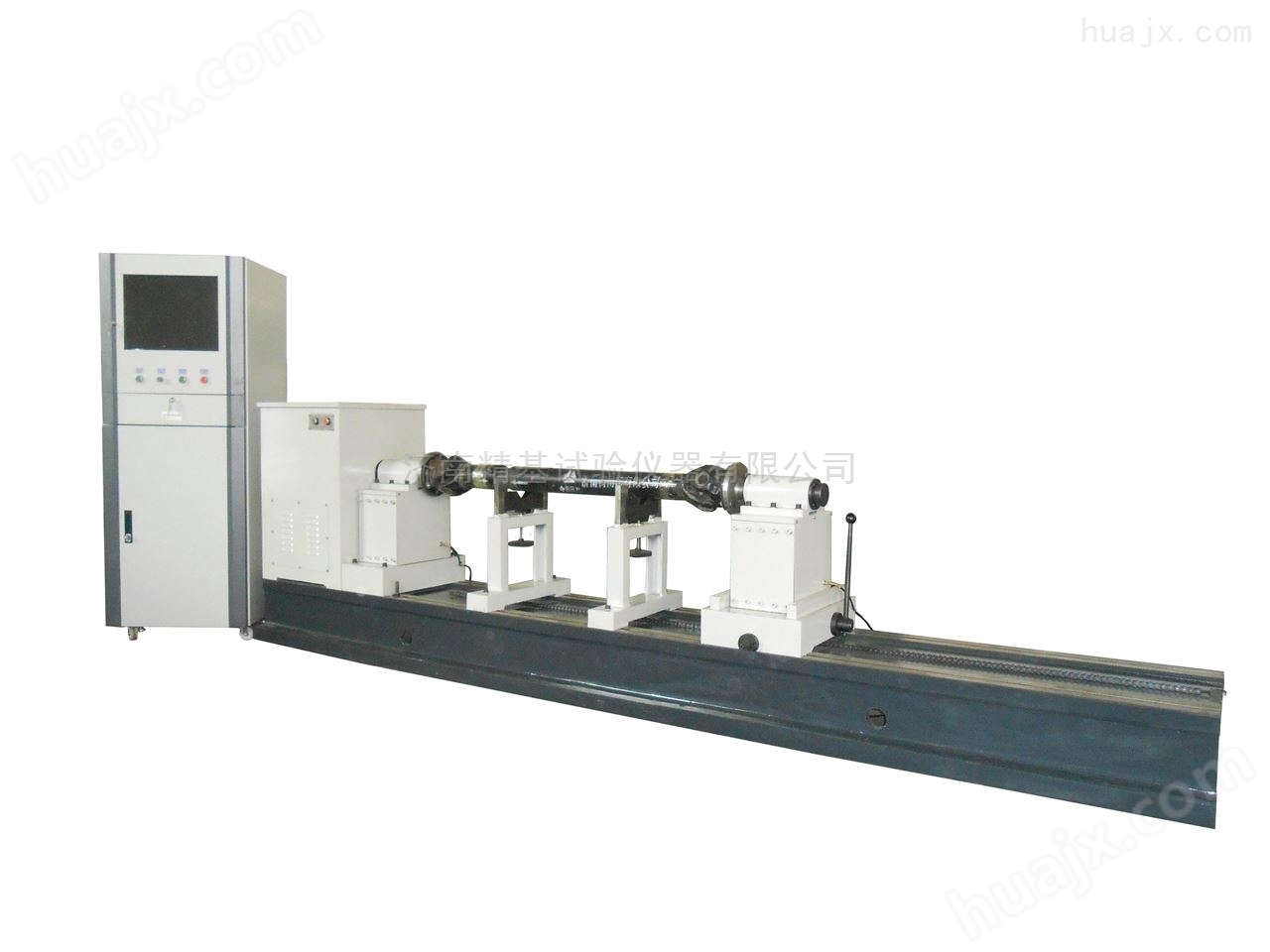
半轴平衡机驱动系统主要由电机、传动装置和夹持机构组成。当被测半轴旋转时,不平衡量会产生离心力,通过传感器采集振动信号后,经数据处理系统计算出不平衡量的大小和相位。检测过程中需确保驱动系统本身不引入额外振动,这就要求驱动轴系具有极高的同轴度和动平衡精度。
在实际检测中,常见的误差来源包括:传动皮带张力不均导致的周期性振动(通常表现为1倍频异常)、联轴器对中不良引起的2倍频振动、以及轴承缺陷造成的高频谐波成分。专业技术人员需要通过频谱分析准确识别这些特征频率。
二、前期准备工作
1. 设备校准:使用标准校验转子进行设备基线校准,确保各传感器通道灵敏度一致。建议每周进行一次全量程校准,每日作业前进行零点校准。
2. 环境检查:检测区域应避免强电磁干扰,地基振动值需小于0.5mm/s(ISO10816-3标准)。特别注意大型设备启停对测量环境的瞬态影响。
3. 工装验证:夹持工装的径向跳动应控制在0.02mm以内,重复装夹偏差不超过0.01mm。对于不同规格半轴,必须使用专用适配夹具。
三、动态平衡检测流程
第一步:空载测试
启动驱动系统至额定转速(通常为800-1500rpm),采集空载振动数据。合格标准:振动速度有效值≤0.8mm/s,且各频段振动分量均匀。若发现异常,需优先排除驱动系统自身不平衡问题。
第二步:试重平衡
采用三点试重法,分别在0°、120°、240°位置添加已知试重块(建议试重量为预估不平衡量的50-80%)。通过矢量运算确定初始不平衡量,该步骤可验证相位检测系统的准确性。
第三步:全速检测
将半轴加速至工作转速的110%进行过速试验,监测振动增长趋势。重点关注临界转速区的振动特性,记录共振点频率以备后续动平衡修正参考。
四、调试关键技术
1. 相位补偿调整
由于传感器安装位置与校正平面存在机械角度差,需设置相位补偿参数。建议采用激光相位校准仪进行现场标定,补偿角度精度应达到±0.5°。
2. 滤波参数优化
根据半轴转速设置合适的带通滤波器中心频率,通常取转速频率的0.8-1.2倍范围。对于柔性转子,还需增加2倍频监测通道。
3. 动态刚度匹配
通过调整支撑架刚度,使系统固有频率避开工作转速的±15%范围。可采用敲击法测试支撑系统频响函数,必要时添加阻尼材料改善振动特性。
五、常见问题处理
案例1:重复性差
现象:同一半轴多次测量结果差异大于10%。处理方法:检查气动夹紧压力是否稳定(建议4-6bar)、测量面清洁度、传感器电缆接触状况。特别注意磁性底座安装面的平整度。
案例2:低速振动大
当转速低于500rpm时振动明显,通常表明存在机械松动。应系统检查:地脚螺栓扭矩(参照设备手册值±10%)、联轴器间隙(轴向≤0.1mm)、皮带张紧力(用张力计测量符合厂家标准)。
案例3:高频毛刺
频谱图中出现5倍频以上异常峰值时,可能是轴承缺陷或齿轮啮合问题。建议使用加速度传感器补充检测,配合包络分析技术精确定位故障源。
六、维护保养规范
1. 每日保养:清洁导轨和传感器探头,检查冷却风扇运转情况。
2. 月度维护:给导轨和轴承加注指定型号润滑脂,检查皮带磨损状态。
3. 年度大修:更换老化密封件,校准所有扭矩扳手和测量仪表,进行防护等级测试。
通过规范的检测流程和精细的调试方法,可确保半轴平衡机驱动系统长期保持0.02mm/kg的测量精度。实际操作中需建立完整的检测档案,记录每次调试的参数变化趋势,为预防性维护提供数据支持。值得注意的是,不同型号平衡机的具体参数可能存在差异,务必以设备制造商的最新技术手册为准。

 客服1
客服1